
Резьбовой крепеж Thermdrill в тонких стенках

Большая проблема при соединении тонкостенных элементов состоит в слишком малой длине резьбы в их теле (1-2 витка). Как правило, это не обеспечивает достаточной прочности крепежа. До недавнего времени проблема решалась путем применения заклёпочных, приварных, запрессованных гаек. Недостатки данных видов крепления известны всем, кто с ними работает.
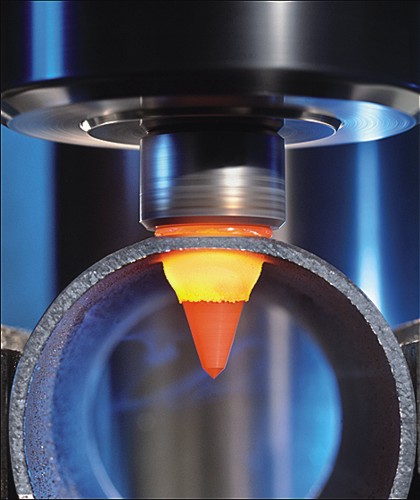
Пластическое сверление – альтернативный путь, который позволит сэкономить время и средства! Трение сверла о поверхность материала разогревает его до такой степени, что за несколько секунд он становится мягким и пластичным. При этом не образуется стружка, а материал, бывший на месте отверстия, перемещается на линию его окружности и формирует с обеих сторон кольцевые буртики из тела самого объекта сверления без всяких вставок! Буртики усиливают материал, увеличивая до 3 раз длину внутренней резьбы. В результате получается соединение, прочность которого отвечает самым высоким требованиям.
Диаметры отверстий, получаемых при помощи техники THERMDRILL, а также профиль и толщина обрабатываемого материала варьируются в широких пределах. Исключается попадание стружки в закрытые полости по причине её отсутствия. Отпадает необходимость в трудоёмкой очистке. Особенно очевидны преимущества этой технологии в отношении труб круглого сечения. Плоский срез буртика компенсирует кривизну стенки трубы, образуя идеальное ложе для уплотнительной прокладки.
Технику THERMDRILL можно применять::
- для резьбовых соединений
- для паяных и сварных соединений
- для посадочных мест вращающихся деталей
- для накатывания резьбы
- для разветвлений трубопроводов
 |
 |
 |
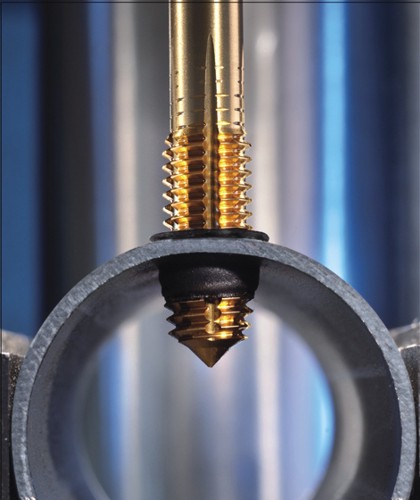
| Прошивание | Резьбонарезание | Резьбовое соединение |
Рекомендации по инструменту и числу оборотов
| Резьба | Диаметр отверстия под резьбу | Рекомендуемая толщина материала | Хвостовик прошивки | Длина острия прошивки | Число оборотов | ||||||
| без буртика | с буртиком | Минимальное | Оптимальное для стали | Оптимальное для цв. металлов | |||||||
| станд. прошивка | удл. прошивка | станд. прошивка | удл. прошивка | станд. прошивка | удл. прошивка | ||||||
| М4 | 3,7 мм | 1,5 мм | 2,5 мм | 2,0 мм | 4,0 мм | 6,0 мм | 7,6 мм | 10,1 мм | 2300 об/мин | 2600 об/мин | 3800 об/мин |
| М5 | 4,5 мм | 2,0 мм | 3,0 мм | 3,0 мм | 4,5 мм | 6,0 мм | 9,1 мм | 12 мм | 2200 об/мин | 2500 об/мин | 3700 об/мин |
| М6 | 5,4 мм | 2,0 мм | 3,5 мм | 3,0 мм | 5,0 мм | 6,0 мм | 10,1 мм | 14,4 мм | 2000 об/мин | 2400 об/мин | 3600 об/мин |
| М8 | 7,3 мм | 2,5 мм | 4,0 мм | 4,0 мм | 6,0 мм | 8,0 мм | 13,5 мм | 18,2 мм | 1600 об/мин | 2200 об/мин | 3200 об/мин |
| М10 | 9,2 мм | 2,5 мм | 4,5 мм | 4,0 мм | 6,5 мм | 10,0 мм | 16,2 мм | 21,7 мм | 1500 об/мин | 2000 об/мин | 3000 об/мин |
| М12 | 10,9 мм | 3,0 мм | 5,0 мм | 4,5 мм | 7,0 мм | 12,0 мм | 19,3 мм | 25,8 мм | 1400 об/мин | 1800 об/мин | 2800 об/мин |
Инструмент THERMDRILL
| Номер арт. | ||||
 |
||||
|
||||
Комплект оснастки THERMDRILL |
GA2O | |||
Прошивки типа «form» (с буртиком) |
||||
 |
||||
| Прошивка М4 с буртиком | 37FS | |||
| Прошивка М5 с буртиком | 45FS | |||
| Прошивка М6 с буртиком | 54FS | |||
| Прошивка М8 с буртиком | 74FS | |||
| Прошивка М10 с буртиком | 93FS | |||
| Прошивка М12 с буртиком | 110FS | |||
| Прошивки типа «cut» (без буртика) | ||||
 |
||||
| Прошивка М4 без буртика | 37CS | |||
| Прошивка М5 без буртика | 45CS | |||
| Прошивка М6 без буртика | 54CS | |||
| Прошивка М8 без буртика | 74CS | |||
| Прошивка М10 без буртика | 93CS | |||
| Прошивка М12 без буртика | 110CS | |||
| Метчик 60НХ, форма С | ||||
| Метчик М4 | TTM04 | |||
| Метчик М5 | TTM05 | |||
| Метчик М6 | TTM06 | |||
| Метчик М8 | TTM08 | |||
| Метчик М10 | TTM10 | |||
| Метчик М12 | TTM12 | |||
Комплект THERMDRILL = прошивка + метчик |
||||
 |
||||
| Прошивка с буртиком + метчик М4 | TSM4FS | |||
| Прошивка с буртиком + метчик М5 | TSM5FS | |||
| Прошивка с буртиком + метчик М6 | TSM6FS | |||
| Прошивка с буртиком + метчик М8 | TSM8FS | |||
| Прошивка с буртиком + метчик М10 | TSM10FS | |||
| Прошивка с буртиком + метчик М12 | TSM12FS | |||
| Прошивка без буртика + метчик М4 | TSM4CS | |||
| Прошивка без буртика + метчик М5 | TSM5CS | |||
| Прошивка без буртика + метчик М6 | TSM6CS | |||
| Прошивка без буртика + метчик М8 | TSM8CS | |||
| Прошивка без буртика + метчик М10 | TSM10CS | |||
| Прошивка без буртика + метчик М12 | TSM12CS | |||
| Смазки | ||||
| Паста для смазки прошивки (1 кг) | 306 0090 | |||
| Масло для смазки метчика (1 литр) | TLO1000 | |||
Информация для заказа: (056) 794-54-65