
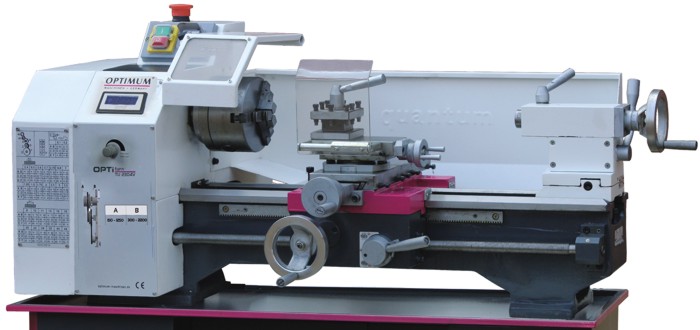
Токарно-винторезный настольный станок Оптимум TU2304 V
Настольный токарный станок по металлу Оптимум TU 2304 и TU 2304 vario являются новой модернизированной моделью токарных станков D210 x 400 / D210 x 400 Vario.
- Как и все токарные станки Оптимум, этот станок имеет закаленный отшлифованный шпиндель, с точностью радиального биения не превышающего 0,009 мм.
- Станина настольного токарного станка имеет закаленные направляющие. Шлифовка направляющих станины проходит под жестким контролем и проверяется на каждой модели.
- Установка токарного патрона считается выполненной, когда радиальное биение на тестировании не превышает 0,05 мм.
- Среди стандартных функций настольного токарного станка TU 2304 автоматическая продольная подача и нарезание метрической и дюймовой резьбы.
- Очень удобен зажим пиноли задней бабки посредством эксцентрикового рычага.
- Цена деления лимбов поперечной/верхней кареток суппорта 0,04/0,01 мм.
- Цена деления лимба пиноли задней бабки 0,02 мм.
- Для точения длинных конусов, возможно поперечное смещение задней бабки на ±5 мм.
- В стандартный комплект станка входят сменные шестерни, которые позволяют нарезать большой диапазон резьб.
- Согласно требований техники безопасности, кожух патрона имеет конечный выключатель, не позволяющий запустить станок в открытом положении.
- Удобно и доступно установлена аварийная кнопка остановки двигателя.
- Для данной модели предусмотрена возможность установки системы ЧПУ.
Техническое исполнение настольного токарного станка TU 2304 Vario имеет ряд отличий:
- Наличие вариатора оборотов двигателя, что облегчает выбор режимов обработки для различного материала заготовок.
- На модели установлен надежный двигатель постоянного тока с электронным управлением числа оборотов шпинделя.
- В данном станке применен двигатель имеющий стабильный высокий крутящий момент.
- Значительно облегчает работу токаря цифровая индикация числа оборотов шпинделя, установленная на верхней панели станка.
- Наличие потенциометра позволяет легко и удобно менять частоту вращения шпинделя.

TU 2304 с опционной подставкой (арт.3440409)
| Модель | TU 2304 | TU 2304 V |
|---|---|---|
| Артикул | 3420320 | 3420325 |
Технические характеристики |
||
| Двигатель | 750 Вт 220В ~50 Гц | 0,75 к Вт 220В ~50 Гц |
| Высота/длина центров | 115 мм / 450 мм | 115 мм / 450 мм |
| Диаметр обработки (макс.) | 230 мм | 230 мм |
| Ширина станины | 135 мм | 135 мм |
| Обороты шпинделя | 125 — 2.000 мин-1 | 150 — 2.200 мин-1 |
| Количество скоростей | 6 скоростей | 2 ступени, бесступ.рег. |
| Конус шпинделя | MK 3 | MK 3 |
| Прох. отверстие шпинделя | Ø 21 мм | Ø 21 мм |
| Ход верхней каретки | 75 мм | 75 мм |
| Ход поперечной каретки | 120 мм | 120 мм |
| Конус задней бабки | MK 2 | MK 2 |
| Ход пиноли задней бабки | 70 мм | 70 мм |
| Метрические резьбы | 0,4 — 3,5 мм/об | 0,4 — 3,5 мм/об |
| Дюймовые резьбы | 44 — 10 ниток/дюйм | 44 — 10 ниток/дюйм |
| высота державки резца (макс.) | 14 х 14 мм | 14 х 14 мм |
| Габариты Д х Ш х В | 965 x 585 x 510 мм | 965 x 585 x 510 мм |
| Масса | 104 кг | 104 кг |
Комплект поставки:
- 3-х кулачковый токарный патрон Ø 100 мм
- Упорные центры MK 2/3
- Защитное ограждение
- Поддон для стружки
- 4-поз. резцедержатель
- Комплект сменных шестерен
- Сервисный инструмент
- Руководство по эксплуатации
Информация для заказа: (056) 794-54-65
Рекомендуемые дополнительные принадлежности:


















Информация для заказа: (056) 794-54-65
Нарезания резьбы на настольных токарных станках. Технология.
При нарезании резьбы, вершина резца (рапид) перемещается с постоянной скоростью и подается вдоль вращающейся заготовки. Происходит врезание резца в боковую часть заготовки, на поверхности которой, резец оставляет винтовую линию.
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии. Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить tgμ= P/(πd), где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения, применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность.
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Ph= кР, где k — число заходов.
Резцедержатель.
Закрепите инструмент в резцедержателе. Токарный инструмент необходимо закреплять максимально крепко для того, чтобы поглощать силу резания. Отрегулируйте высоту инструмента. Для этого используйте заднюю бабку, используя ее остриё центра, для определения необходимой высоты. При необходимости подкладывайте стальные шайбы под инструмент для достижения требуемой высоты.